

| Projektname | KTM |
| Aufgabenstellung | Programmpaket bestehend aus vier Programmen zur Programmierung
und Steuerung einer Fertigungsanlage für Herzkatheter. Die Anlage, eine Sonderanfertigung einer Firma für Medizintechnik, besteht aus einem schrittmotorgetriebenen Transportsystem mit pneumatischen Greifern, angesteuert durch eine SPS. Ein Steuer-PC mit dem KTM-Steuerprogramm übernimmt den komplette Ablauf des Fertigungsprozesses, ein Rezepteditor dient der Erstellung der Fertigungsabläufe durch den Anwender und ein weiteres Programm, der Monitor, ist für die Überwachung des laufenden Prozesses zuständig. Das vierte Programm ermöglicht schließlich die Definition von Fertigungsaufträgen, die dann von der Anlage abgearbeitet werden. |
| Auftraggeber | Medizintechnisches Unternehmen |
| Zeitraum | 1995-1996 |
| Zielsystem | 80386/80486 PC mit 10 MB Festplatte und 2 MB
RAM. Realtime-OS RT-Kernel für Steuerrechner, Windows 3.1 für die anderen Programme. |
| Programmiersprache | Borland Pascal |
|
|
|
| Programmfunktionen | |
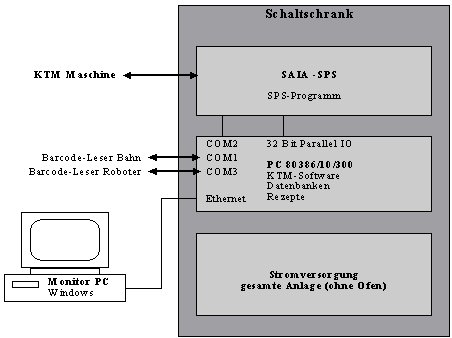
| Das Bild zeigt die Bestandteile der KTM Steuerung. In einem Schaltschrank befindet sich die SPS und der Steuerrechner. Dieser steuert über serielle und parallele IO Schnittstellen mit Hilfe der SPS die Anlage. Ein weitere über LAN (IPX) verbundener PC dient dem Monitoring. |
×
Übersicht KTM System
|
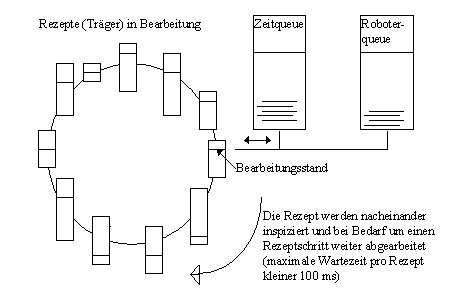
| Die Trägerverwaltung im Steuerrechner
verwaltet alle im System befindlichen Träger in einer
Ringschleife. Träger gelangen in diese Schleife, wenn der
Barcodeleser an der Bahn einen neuen Träger erfasst und an das
KTM-Programm meldet. Sie verlassen die Schleife nach Abarbeitung
aller Rezeptschritte. Zu jedem Zeitpunkt hat ein Träger einen
bestimmten Status. Eine Optimierungsfunktion versucht die Maschine optimal auszulasten. Dazu werden die einzelnen Transportschritte immer wieder neu aufeinander abgestimmt. Dazu führt die Software ständige Zeitmessungen der einzelnen Abläufe durch, um ihre eigenen Vorausberechnungen zu verbessern. |
×
Trägerverwaltung
|
| Das Monitorprogramm zeigt alle im
Produktionsprozess befindliche Einheiten in einem Fenster als
Icons. Jedes Symbol repräsentiert einen Träger. Die Zahlen im unteren Feld bedeuten: Trägernummer Rezeptbefehl
z.B. der zweite Träger mit Nummer 42 und Rezept 1 ist im
Karussell auf Platz 2 und führt dort gerade Rezeptbefehl 104
(Warten) durch.
Rezeptnummer Belegte Ressource 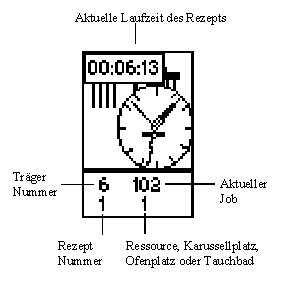
×
Status Icons
|
|
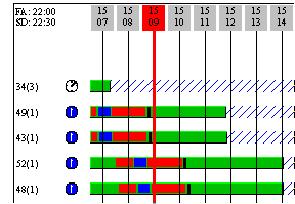
| Der zeitliche Ablauf der Produktion wird pro
Einheit in einer Online-Grafik angezeigt. Die verschiedenen Phasen
sind farblich markiert. Zu jedem im Umlauf befindlichen Träger gibt es einen Zeitbalken. Links steht die zugehörige Nummer (Barcode-Nummer), der rechts daneben befindliche grüne Balken gibt die Dauer des momentanen Produktionsvorgang an. Die Position und Länge des Balkens, gemessen an der oben befindlichen Zeitskala, geben dabei Start, Stop und Dauer des Vorgangs an. In den grünen Balken sind die Tauch- und Ofenzeiten des momentanen Produktionsprozeß durch verschiedene Farben eingezeichnet. |
×
Prozessstatus
|
| Ein Rezepteditor erlaubt das grafische Anlegen von Produktionsabläufen. Dazu können verschiedene Prozessmodule kombiniert und parametriert werden. Intern werden dann zur Ausführungszeit daraus die einzelnen Anweisungen für die Maschine generiert. |
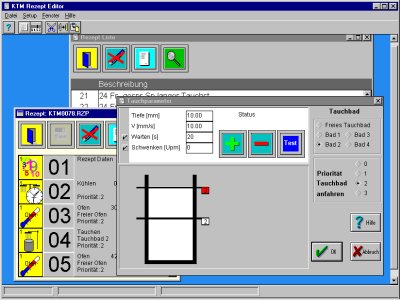
×
Rezepteditor
|